
Tækni til framleiðslu á smjörlíki
YFIRLIT FYRIR STJÓRNENDUR
Matvælafyrirtæki í dag eru eins og önnur framleiðslufyrirtæki og einbeita sér ekki aðeins að áreiðanleika og gæðum matvælavinnslubúnaðar heldur einnig að ýmsum þjónustum sem birgir vinnslubúnaðarins getur veitt. Auk skilvirkra vinnslulína sem við bjóðum upp á getum við verið samstarfsaðili frá upphaflegri hugmynd eða verkefni til loka gangsetningar, að ógleymdri mikilvægri þjónustu eftir markað.
Shiputec býr yfir meira en 20 ára reynslu í matvælavinnslu og umbúðaiðnaði.
KYNNING Á TÆKNI OKKAR
SÝN OG SKULDBINDING
Shiputec hannar, framleiðir og markaðssetur verkfræði- og sjálfvirknilausnir fyrir mjólkur-, matvæla-, drykkjarvöru-, sjávar-, lyfja- og umhirðuiðnaðinn í gegnum alþjóðlega starfsemi sína.
Við erum staðráðin í að aðstoða viðskiptavini okkar um allan heim við að bæta afköst og arðsemi framleiðsluverksmiðja sinna og ferla. Við náum þessu með því að bjóða upp á fjölbreytt úrval af vörum og lausnum, allt frá verkfræðilegum íhlutum til hönnunar á heildarvinnslustöðvum, studdar af leiðandi sérfræðiþekkingu á sviði notkunar og þróunar.
Við höldum áfram að aðstoða viðskiptavini okkar við að hámarka afköst og arðsemi verksmiðjanna sinna allan líftíma þeirra með stuðningsþjónustu sem er sniðin að einstaklingsbundnum þörfum þeirra í gegnum samhæfða þjónustu við viðskiptavini og varahlutanet.
VIÐSKIPTAVINAÁBENDING
Shiputec þróar, framleiðir og setur upp nútímalegar, skilvirkar og áreiðanlegar vinnslulínur fyrir matvælaiðnaðinn. Til framleiðslu á kristölluðum fituvörum eins og smjörlíki, smjöri, áleggi og smjörlíki býður Shiputec upp á lausnir sem fela einnig í sér vinnslulínur fyrir ýrðar matvæli eins og majónes, sósur og dressingar.
SMJÖLKJÖRFRAMLEIÐSLA
Smjörlíki og skyldar vörur innihalda vatnsfasa og fitufasa og má því lýsa sem vatns-í-olíu (W/O) emulsionum þar sem vatnsfasinn er fínt dreift sem dropar í samfellda fitufasanum. Samsetning fitufasans og framleiðsluferlið er valið í samræmi við notkun vörunnar.
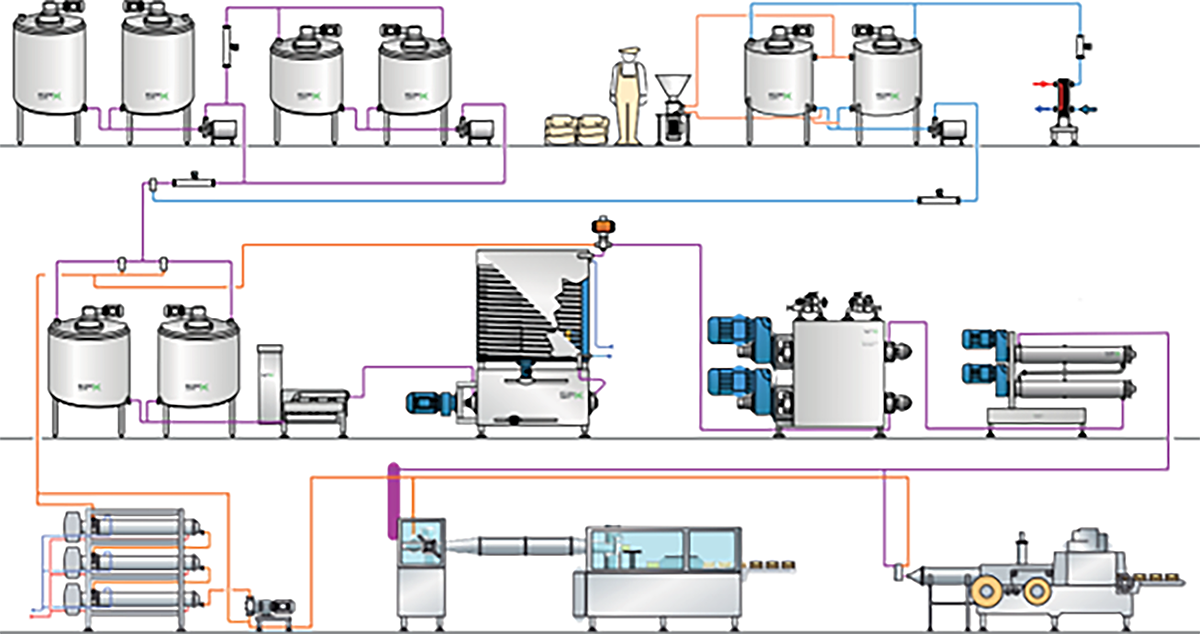
Auk kristöllunarbúnaðarins inniheldur nútímaleg framleiðsluaðstaða fyrir smjörlíki og skyldar vörur yfirleitt ýmsa tanka fyrir olíugeymslu sem og fyrir undirbúning ýruefnis, vatnsfasa og ýruefnis; stærð og fjöldi tanka er reiknaður út frá afkastagetu verksmiðjunnar og vöruúrvali. Aðstaðan inniheldur einnig gerilsneyðareiningu og endurbræðsluaðstöðu. Þannig má almennt skipta framleiðsluferlinu í eftirfarandi undirferli (sjá skýringarmynd 1):

UNDIRBÚNINGUR VATNSFASANS OG FITUFASANS (SVÆÐI 1)
Vatnsfasinn er oft útbúinn í skömmtum í vatnsfasatankinum. Vatnið ætti að vera af góðum drykkjargæðum. Ef ekki er hægt að tryggja gæði drykkjarvatnsins er hægt að forhreinsa vatnið með t.d. útfjólubláum geislum eða síukerfi.
Auk vatnsins getur vatnsfasinn samanstaðið af salti eða pækli, mjólkurpróteinum (smjörlíki og fitusnautt smjörlíki), sykri (smjördeigi), bindiefnum (fitusnautt og fitusnautt smjörlíki), rotvarnarefnum og vatnsleysanlegum bragðefnum.
Helstu innihaldsefnin í fitublöndunni, sem er fitufasa, eru venjulega blöndu af mismunandi fituefnum og olíum. Til að fá smjörlíki með þeim eiginleikum og virkni sem óskað er eftir er hlutfall fitu og olíu í fitublöndunni afgerandi fyrir árangur lokaafurðarinnar.
Ýmsar fitur og olíur, annað hvort sem fitublöndur eða einstakar olíur, eru geymdar í olíugeymslutönkum sem venjulega eru staðsettir utan framleiðsluaðstöðunnar. Þessum er haldið við stöðugt geymsluhitastig yfir bræðslumarki fitunnar og undir hræringu til að koma í veg fyrir sundrun fitunnar og auðvelda meðhöndlun.
Fyrir utan fitublönduna samanstendur fitufasinn yfirleitt af minniháttar fituleysanlegum innihaldsefnum eins og ýruefni, lesitíni, bragðefni, litarefni og andoxunarefnum. Þessi minniháttar innihaldsefni eru leyst upp í fitublöndunni áður en vatnsfasanum er bætt við, þannig áður en ýrumyndunarferlið hefst.
UNDIRBÚNINGUR FLEYTIS (SVÆÐI 2)

Emulsían er útbúin með því að flytja ýmsar olíur og fitu eða fitublöndur í emulsíunartankinn. Venjulega er fitu með háu bráðnunargildi eða fitublöndum bætt við fyrst, síðan fitu með lægra bráðnunargildi og fljótandi olíu. Til að ljúka undirbúningi fitufasans er ýruefni og öðrum olíuleysanlegum minniháttar innihaldsefnum bætt út í fitublönduna. Þegar öll innihaldsefni fyrir fitufasann hafa verið rétt blandað saman er vatnsfasanum bætt við og emulsían er búin til undir mikilli en stýrðri blöndun.
Hægt er að nota mismunandi kerfi til að mæla hin ýmsu innihaldsefni fyrir emulsíuna, þar af tvö sem vinna í lotu:
Flæðimælikerfi
Vogartankakerfi
Samfelld innbyggð fleytikerfi er síður vinsæl en notuð lausn, til dæmis í línum með mikla afkastagetu þar sem takmarkað pláss er fyrir fleytitanka. Þetta kerfi notar skömmtunardælur og massaflæðismæla til að stjórna hlutfalli bættra fasa í lítinn fleytitank.
Hægt er að stjórna öllum ofangreindum kerfum fullkomlega sjálfvirkt. Sumar eldri verksmiðjur eru þó enn með handstýrð kerfi til að undirbúa fleytiefni en þau eru vinnuaflskrefjandi og ekki mælt með uppsetningu í dag vegna strangra rekjanleikareglna.
Flæðimælikerfið byggir á lotubundinni undirbúningi fleytiefna þar sem hin ýmsu fasar og innihaldsefni eru mæld með massaflæðismælum þegar þau eru flutt úr hinum ýmsu fasaundirbúningstönkum yfir í fleytitankinn. Nákvæmni þessa kerfis er +/- 0,3%. Þetta kerfi einkennist af því að það er ónæmt fyrir utanaðkomandi áhrifum eins og titringi og óhreinindum.
Vigtunartankkerfið er eins og flæðimælikerfið sem byggir á lotubundinni undirbúningi fleytiefna. Þar er magn innihaldsefna og fasa bætt beint í fleytitankinn sem er festur á álagsfrumur sem stjórna magni sem bætt er í tankinn.
Venjulega er notað tveggja tanka kerfi til að útbúa fleytiefnið til að hægt sé að keyra kristöllunarlínuna samfellt. Hvor tankur virkar sem undirbúnings- og stuðpúðatankur (fleytitankur), þannig að kristöllunarlínan verður matuð úr öðrum tankinum á meðan nýr hópur verður útbúinn í hinum og öfugt. Þetta kallast flip-flop kerfi.
Lausn þar sem emulsían er útbúin í einum tanki og þegar hún er tilbúin er hún flutt í stuðpúðatank þaðan sem kristöllunarlínan er fóðruð er einnig möguleiki. Þetta kerfi er kallað forblöndunar-/stuðpúðakerfi.
PASTEURISERING (SVÆÐI 3)

Frá stuðpúðatankinum er emulsioninum venjulega dælt stöðugt í gegnum annað hvort plötuvarmaskipti (PHE) eða lágþrýstingsskrapaðan yfirborðsvarmaskipti (SSHE), eða háþrýstings-SSHE til gerilsneyðingar áður en það fer inn í kristöllunarlínuna.
Fyrir vörur með fullri fitu er venjulega notaður PHE. Fyrir útgáfur með minni fitu þar sem búist er við að blöndunni hafi tiltölulega mikla seigju og fyrir hitanæmar blöndur (t.d. blöndur með hátt próteininnihald) er mælt með SPX kerfinu sem lágþrýstingslausn eða SPX-PLUS sem háþrýstingslausn.
Gerilsneyðingarferlið hefur nokkra kosti. Það tryggir hömlun á bakteríuvexti og vexti annarra örvera og bætir þannig örverufræðilegan stöðugleika blöndunnar. Gerilsneyðing vatnsfasans eingöngu er möguleiki, en gerilsneyðing á öllu blöndunni er æskilegri þar sem gerilsneyðingarferli blöndunnar mun lágmarka dvalartíma frá gerilsneyddri vöru til fyllingar eða pökkunar fullunninnar vöru. Einnig er varan meðhöndluð í línuferli frá gerilsneyðingu til fyllingar eða pökkunar fullunninnar vöru og gerilsneyðing á öllu endurunnu efni er tryggð þegar allt blöndunni er gerilsneydd.
Að auki tryggir gerilsneysla á heildarfleytinu að það sé fært inn í kristöllunarlínuna við stöðugt hitastig og nái stöðugum vinnslubreytum, vöruhita og áferð. Að auki er komið í veg fyrir að forkristallað fleyti myndist í kristöllunarbúnaðinum þegar fleytið er rétt gerilsneytt og fært inn í háþrýstidæluna við hitastig sem er 5-10°C hærra en bræðslumark fitufasans.
Dæmigerð gerilsneytingaraðferð, eftir að emulsían hefur verið útbúin við 45-55°C, felur í sér upphitun og hald á emulsíunni við 75-85°C í 16 sekúndur og síðan kælingu niður í 45-55°C. Lokahitastigið fer eftir bræðslumarki fitufasans: því hærra sem bræðslumarkið er, því hærra er hitastigið.
KÆLING, KRISTALLNUN OG HNOÐUN (SVÆÐI 4)
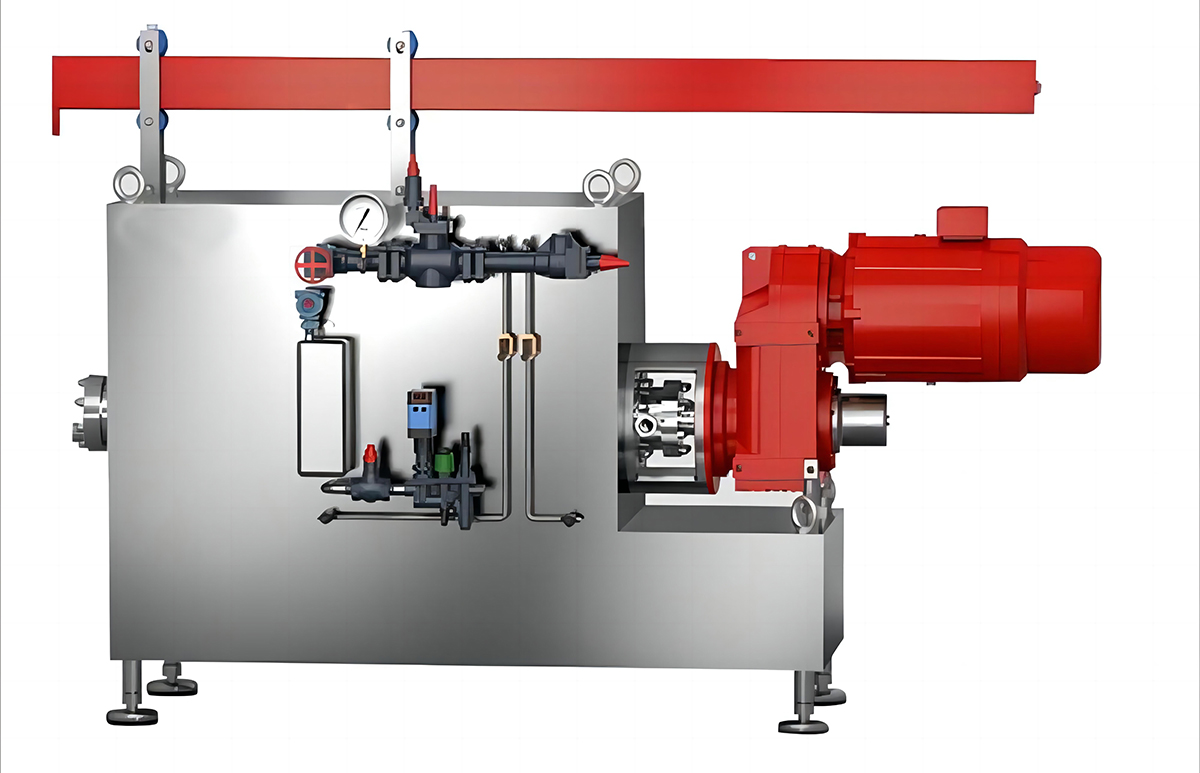
Emulsíunni er dælt að kristöllunarlínunni með háþrýstistimpul (HPP). Kristöllunarlínan fyrir framleiðslu á smjörlíki og skyldum vörum samanstendur venjulega af háþrýstisíumhýdroxýkúlu (SSHE) sem er kæld með ammóníaki eða freonkælimiðli. Pinna-snúningsvélar og/eða millikristallatæki eru oft innifalin í línunni til að auka hnoðunarstyrk og tíma við framleiðslu á plastvörum. Hvíldarrör er lokaskref kristöllunarlínunnar og er aðeins innifalið ef varan er pökkuð.
Hjarta kristöllunarlínunnar er háþrýstings-SSHE, þar sem heita blöndunni er ofurkælt og kristallað á innra yfirborði kælirörsins. Snúningssköfurnar skafa blöndunni á skilvirkan hátt af, þannig að blöndunni er kæld og hnoðuð samtímis. Þegar fitan í blöndunni kristallar mynda fitukristallarnir þrívítt net sem fangar vatnsdropana og fljótandi olíuna, sem leiðir til afurða með eiginleika eins og plastískra hálffastra efna.
Eftir því hvaða tegund vöru á að framleiða og hvaða tegund fitu er notuð fyrir viðkomandi vöru er hægt að aðlaga stillingu kristöllunarlínunnar (þ.e. röð kæliröranna og pinna-snúningsvélanna) til að fá bestu mögulegu stillingu fyrir viðkomandi vöru.
Þar sem kristöllunarlínan framleiðir venjulega fleiri en eina tiltekna fituafurð, samanstendur SSHE oft af tveimur eða fleiri kælihlutum eða kælirörum til að uppfylla kröfur um sveigjanlega kristöllunarlínu. Þegar framleiddar eru mismunandi kristöllaðar fituafurðir úr mismunandi fitublöndum er sveigjanleiki nauðsynlegur þar sem kristöllunareiginleikar blandnanna geta verið mismunandi eftir blöndum.
Kristöllunarferlið, vinnsluskilyrðin og vinnslubreyturnar hafa mikil áhrif á eiginleika lokaafurða smjörlíkis og smurolíu. Við hönnun kristöllunarlínu er mikilvægt að bera kennsl á eiginleika þeirra vara sem fyrirhugað er að framleiða í línunni. Til að tryggja fjárfestinguna til framtíðar er nauðsynlegt að hafa sveigjanleika línunnar og einstaklingsbundið stýranlegar vinnslubreytur, þar sem úrval af vörum sem völ er á getur breyst með tímanum, sem og hráefnin.
Afkastageta línunnar er ákvörðuð af kæliflöti SSHE-kerfisins. Fáanlegar eru vélar af mismunandi stærðum, allt frá línum með lága til háa afkastagetu. Einnig er hægt að fá mismunandi sveigjanleika, allt frá búnaði fyrir eitt rör upp í línur með mörgum rörum, sem þýðir mjög sveigjanlegar vinnslulínur.
Eftir að varan hefur verið kæld í kælikerfinu (SSHE) fer hún inn í pinna-snúningsvélina og/eða millikristallagerðarvélar þar sem hún er hnoðuð í ákveðinn tíma og með ákveðnum styrk til að stuðla að þrívíddarnetinu, sem á makróskópísku stigi er plastbyggingin. Ef varan á að vera dreift sem innpökkuð vara fer hún aftur inn í kælikerfið (SSHE) áður en hún sest í hvíldarrörið fyrir innpökkun. Ef varan er fyllt í bolla er ekkert hvíldarrör innifalið í kristöllunarlínunni.

Pökkun, fylling og endurbræðsla (svæði 5)

Ýmsar pökkunar- og fyllingarvélar eru fáanlegar á markaðnum og verða ekki lýstar í þessari grein. Hins vegar er áferð vörunnar mjög mismunandi ef hún er framleidd til að vera pökkuð eða fyllt. Það er augljóst að pakkað vara verður að hafa fastari áferð en fyllt vara og ef þessi áferð er ekki ákjósanleg verður varan send í endurbræðslukerfið, brædd og sett í biðröðina til endurvinnslu. Mismunandi endurbræðslukerfi eru í boði en algengustu kerfin eru PHE eða lágþrýstings SSHE.
SJÁLFVIRKNI
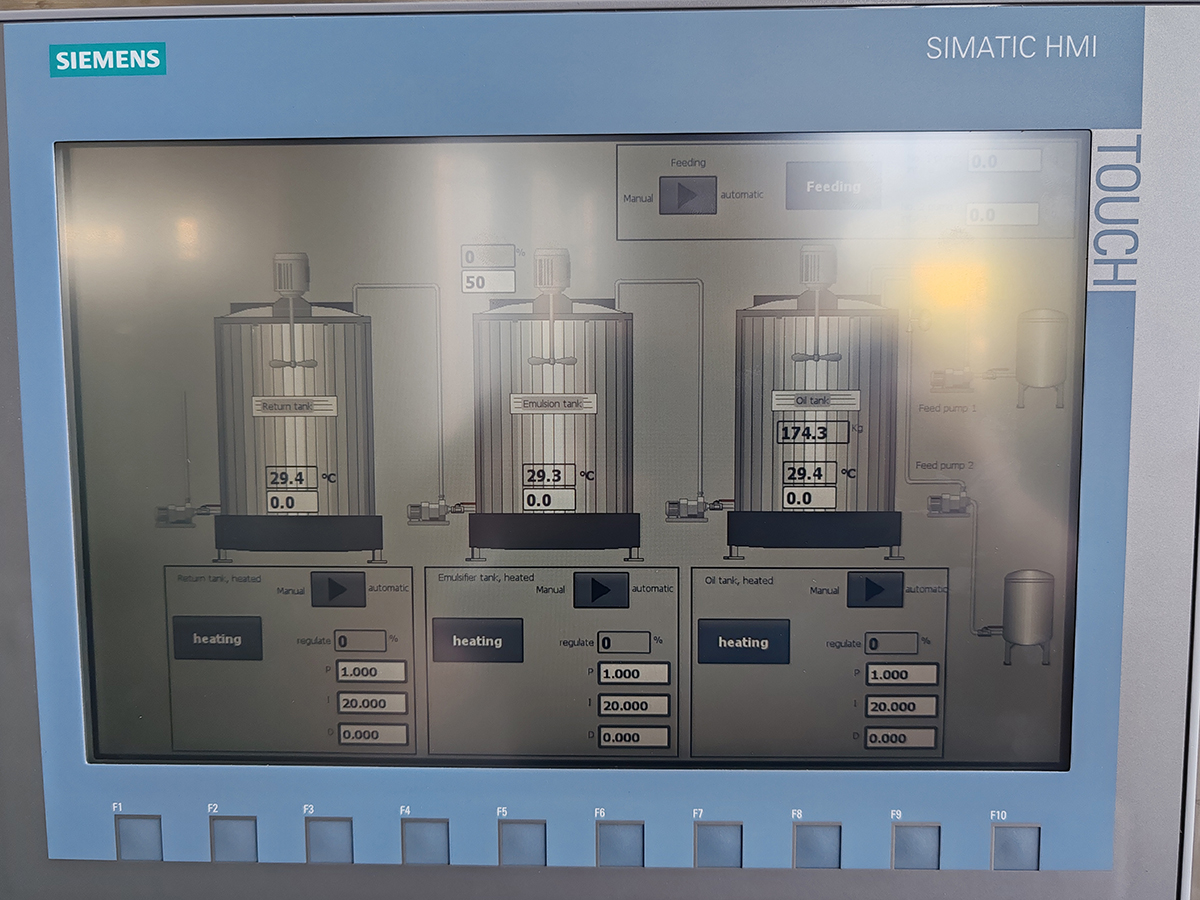
Smjörlíki, eins og aðrar matvörur, er framleitt í mörgum verksmiðjum í dag samkvæmt ströngum rekjanleikaferlum. Þessar ferlar, sem yfirleitt ná yfir innihaldsefni, framleiðslu og lokaafurð, leiða ekki aðeins til aukins matvælaöryggis heldur einnig til stöðugra gæða matvæla. Hægt er að innleiða kröfur um rekjanleika í stjórnkerfi verksmiðjunnar og stjórnkerfi Shiputec er hannað til að stjórna, skrá og skjalfesta mikilvæg skilyrði og breytur varðandi allt framleiðsluferlið.
Stýrikerfið er útbúið með lykilorðsvernd og býður upp á gagnaskráningu allra breytna sem koma við sögu í smjörlíkisvinnslulínunni, allt frá uppskriftarupplýsingum til lokaafurðamat. Gagnaskráningin inniheldur afköst og afköst háþrýstidælunnar (l/klst. og bakþrýsting), hitastig vörunnar (þ.m.t. gerilsneyðingarferli) við kristöllun, kælihitastig (eða þrýsting í kælimiðli) í kælikerfinu (SSHE), hraða kælikerfisins og snúningsvélarnar ásamt álagi mótoranna sem knýja háþrýstidæluna, kælikerfið og snúningsvélarnar.
Stjórnkerfi

Við vinnslu verða viðvaranir sendar til rekstraraðila ef vinnslufæribreytur fyrir tiltekna vöru eru utan marka; þessar eru stilltar í uppskriftaritlinum fyrir framleiðslu. Þessar viðvaranir þarf að staðfesta handvirkt og grípa til aðgerða samkvæmt verklagsreglum. Allar viðvaranir eru geymdar í sögulegu viðvörunarkerfi til síðari skoðunar. Þegar varan fer af framleiðslulínunni í viðeigandi pakkaðri eða fylltri mynd er hún, að undanskildum vöruheitinu, yfirleitt merkt með dagsetningu, tíma og lotunúmeri til síðari rekja. Öll saga allra framleiðsluskrefa sem taka þátt í framleiðsluferlinu er því skráð til öryggis framleiðanda og endanlegs notanda, neytandans.
CIP

CIP-hreinsunarstöðvar (CIP = cleaning in place) eru einnig hluti af nútíma smjörlíkisframleiðslustöðvum þar sem smjörlíkisframleiðslustöðvar ættu að vera hreinsaðar reglulega. Fyrir hefðbundnar smjörlíkisvörur er einu sinni í viku eðlilegt hreinsunartímabil. Hins vegar er mælt með styttri hreinsunartímabilum fyrir viðkvæmar vörur eins og vörur með lága fitu (hátt vatnsinnihald) og/eða vörur með miklu próteini.
Í meginatriðum eru tvö CIP-kerfi notuð: CIP-stöðvar sem nota hreinsiefnið aðeins einu sinni eða ráðlagðar CIP-stöðvar sem starfa með stuðpúðalausn úr hreinsiefninu þar sem efni eins og lútur, sýra og/eða sótthreinsiefni eru skiluð aftur í einstaka CIP-geymslutanka eftir notkun. Síðarnefnda ferlið er æskilegra þar sem það er umhverfisvæn lausn og hagkvæm lausn hvað varðar notkun hreinsiefna og þar með kostnað við þau.
Ef margar framleiðslulínur eru settar upp í einni verksmiðju er mögulegt að setja upp samsíða hreinsunarbrautir eða CIP-gervihnattakerfi. Þetta leiðir til verulegrar minnkunar á hreinsunartíma og orkunotkun. Færibreytur CIP-ferlisins eru sjálfkrafa stjórnaðar og skráðar til síðari rakningar í stjórnkerfinu.
LOKAATHUGASEMDIR
Þegar smjörlíki og skyldar vörur eru framleiddar er mikilvægt að hafa í huga að það eru ekki aðeins innihaldsefnin eins og olíur og fita sem notuð eru eða uppskrift vörunnar sem ákvarða gæði lokaafurðarinnar heldur einnig uppsetning verksmiðjunnar, vinnslubreytur og ástand verksmiðjunnar. Ef línan eða búnaðurinn er ekki vel viðhaldinn er hætta á að línan virki ekki á skilvirkan hátt. Þess vegna, til að framleiða hágæða vörur, er vel starfandi verksmiðja nauðsynleg en val á fitublöndu með eiginleikum sem samsvara lokanotkun vörunnar er einnig mikilvægt, sem og rétt uppsetning og val á vinnslubreytum verksmiðjunnar. Síðast en ekki síst verður lokaafurðin að vera hitameðhöndluð í samræmi við lokanotkun..
Birtingartími: 19. des. 2023